![]() 产品质量有保
产品质量有保 ![]() 售后7*24小时服务
售后7*24小时服务
全国服务热线:18901413555
![]() 产品质量有保
产品质量有保 ![]() 售后7*24小时服务
售后7*24小时服务
全国服务热线:18901413555

联系人:吴先生(shēng)
电 话:0515-85109987
传 真:0515-85109950
手 机:18901413555
18051398965
邮 箱:shiqijixie@163.com
网 址:www.sqjx1688.com
地 址(zhǐ):东台市台南工业园(匠准北厂区中通快递对(duì)面)
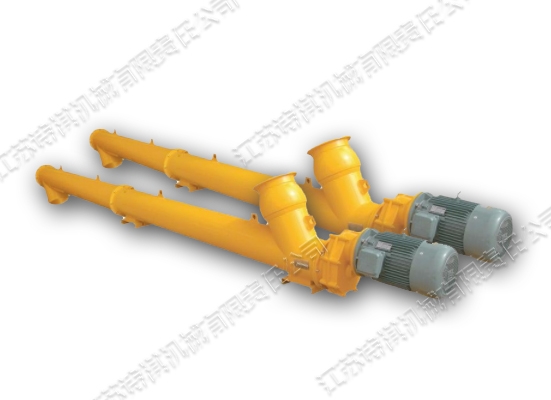
管(guǎn)式螺旋输送机在输(shū)送粘性物料(如污泥、矿(kuàng)浆)时,如何通过结构设计(如(rú)螺旋叶片角度、轴径)与驱动配置提升输送效率并避免堵塞?常见故障的预警与处理策略有哪些?
管式螺旋(xuán)输送机输送(sòng)粘性物料的结构优化、驱动(dòng)配置及故障处理策略
一、结(jié)构设计优化(huà):提升输送(sòng)效率(lǜ)与防(fáng)堵塞
粘性物料(如含水率≥80% 的污泥、矿浆浓度≥60%)的流动性差,易粘附叶片和管壁,需从螺旋叶片、轴径、筒体等关键结构突破:
1. 螺旋叶片角度(dù)与间距设(shè)计
变螺距螺(luó)旋:
进料端采用(yòng)大螺距(如螺距 P=1.2D,D 为螺旋直径),快速推送物料减少堆积;出料端改(gǎi)用(yòng)小螺(luó)距(P=0.8D),增加挤压力克服粘性阻力。例(lì)如(rú),输送市政污(wū)泥时,变螺距设计可使输送效率(lǜ)提升 20%,堵塞率下降(jiàng) 35%。
叶(yè)片角度:叶片与轴线夹(jiá)角取 20°~30°(传统为 15°~20°),增大(dà)轴向推力分量,同时降低径向剪切力,减少(shǎo)物料粘附。
带式螺旋(xuán)(无轴螺旋(xuán)):
针对高粘性、含纤维物料(如工业污泥),采(cǎi)用无轴螺旋(叶片直(zhí)接焊接于中心管),消(xiāo)除轴与物料的摩擦阻力,避免纤维缠绕。例如,无轴螺旋输送机在造纸污泥输送中,堵塞(sāi)频(pín)率从每周 3 次降至每(měi)月 1 次。
2. 轴径与筒体参数匹配
轴径选择:
轴(zhóu)径 d 与(yǔ)螺旋直径 D 的比值通常取 d/D=0.2~0.3,输(shū)送粘性物料时需降至 0.15~0.2(如 D=300mm 时,d=45~60mm),减少轴体对(duì)物料的阻挡,提(tí)升通流能力(lì)。
筒体间隙:
叶片(piàn)外圆与筒体内壁间隙 δ≤2mm(传统≥5mm),通过精(jīng)密加工(如筒(tǒng)体珩磨、叶片镀铬(gè))缩小间隙,防(fáng)止物料滞留硬化。
3. 防粘(zhān)镀层(céng)与表面处理
叶片表面处理:
喷涂陶瓷涂层(如 Al₂O₃,厚度 0.3~0.5mm),表面粗(cū)糙(cāo)度 Ra≤0.8μm,降低物料粘附力;
采用(yòng)碳化钨堆焊(硬度(dù)≥HRC60),提升耐磨性的同时减少粘性物料滞留。
筒体衬板:
内壁镶嵌超高分子量聚乙烯(UHMWPE)衬板(摩擦系(xì)数(shù)≤0.1),定期旋转衬(chèn)板(每季度旋转 90°)均衡磨损,使用寿命可延长至 5 年以上。
工程应用案例:污泥输送系统优(yōu)化
某污水处理厂改造项目中,原管式螺旋(xuán)输送机(D=250mm,L=8m)输送含水率 85% 的污泥时,每周堵塞(sāi) 2~3 次,输(shū)送效率仅 15m³/h。优化措施如(rú)下:
结构改造:
更换(huàn)为无轴螺旋,螺距从 200mm 改为变螺距(进(jìn)料端 250mm,出料端 180mm);
筒体衬板升级为 UHMWPE,叶片表面喷涂陶(táo)瓷涂层。
驱动升级:
电机功率从 4kW 增至 7.5kW,配置变频器(调速范围 5~50Hz);
加(jiā)装扭矩传感器(qì),设定过载阈值为额定扭矩的 1.3 倍,触(chù)发时自动反(fǎn)转排料(反转时(shí)间 10s)。
效果:堵塞频率降为零,输送效率提升至 22m³/h,能耗从 0.3kW・h/m³ 降至 0.25kW・h/m³。
五、维(wéi)护与运行管理要点
定期清洗(xǐ)制度(dù):
每天停机后用压力水(≥6MPa)冲洗筒体,重(chóng)点清洗(xǐ)进料端和变径处,防止污泥干(gàn)结。
磨(mó)损监测技术:
采用电磁感应法监测叶片厚度(精度 ±0.1mm),当磨损量达到设计厚度的(de) 20% 时预警,30% 时强制更换。
应急(jí)排障设(shè)计:
在(zài)筒体顶部设置快开检修口(直径(jìng)≥300mm),配备手动摇把可实现紧急情况下的机械反转排料。

诗棋机械有限(xiàn)责任公司")
联(lián)系人:吴先生
电话:0515-85109987
传真:0515-85109950
手机:18901413555/18051398965
邮箱:shiqijixie@163.com
地址:东台市台(tái)南工业园(yuán)(匠准北厂区中(zhōng)通快递对面)