![]() 產品質量有保
產品質量有保 ![]() 售後7*24小時服務
售後7*24小時服務
全國服務熱線:18901413555
![]() 產品質量有保
產品質量有保 ![]() 售後7*24小時服務
售後7*24小時服務
全國服務熱線:18901413555

聯係人:吳先生
電 話:0515-85109987
傳 真:0515-85109950
手 機:18901413555
18051398965
郵 箱:shiqijixie@163.com
網 址:www.sqjx1688.com
地 址:東台市台南工業園(匠準(zhǔn)北廠區中通快遞對麵(miàn))
管式螺旋輸送機卡料、軸體(tǐ)磨損(sǔn)?關鍵運行環節(葉片設計 / 轉速調節)避坑與維護技巧
一、卡料與軸(zhóu)體磨損的核心誘因:從設計(jì)到運行的(de)全鏈條解析
卡料與軸體(tǐ)磨損並非單一環節問題,而(ér)是 “葉片設計不合理、轉速與物料錯配、運行負荷失衡、維護缺失” 共同作用的結果,需先明確誘因才能精準破局。
(一)卡料:物料滯留與輸送阻力的惡性循環
卡料多始於 “物料在管內局部(bù)堆積”,進而引發輸送阻力(lì)驟增,形成 “堆積 - 阻(zǔ)力增大 - 葉片卡滯 - 徹(chè)底堵料” 的閉環。核心誘因包括:葉(yè)片與物料適(shì)配性差(如用全葉片輸送大顆粒物料導致顆粒卡入葉片(piàn)與管壁間隙(xì));進料(liào)量波動超(chāo)標(瞬時進料量超過設計值的 120%,葉片(piàn)無法及(jí)時(shí)輸送);螺距設(shè)計單一(膏體物料用等螺距葉片,進料端(duān)堆積後(hòu)無法推(tuī)進);傾角(jiǎo)過大且無防倒流(liú)裝置(傾斜(xié)輸(shū)送時物(wù)料下滑(huá)堆積在(zài)中後部)。此外,物料特性突變(如粉體含水率突然升高結塊、顆粒中混入超粒徑雜質)也會觸發突發性卡料。
(二)軸體磨損:受力不均與摩擦加劇的雙重侵蝕
軸體磨損集中在螺旋軸(zhóu)與軸承連接部位、葉(yè)片(piàn)焊(hàn)接處,根源在於 “受力(lì)失衡” 與 “摩擦過載”。當葉(yè)片與管壁間(jiān)隙過小(<5mm),物料中的硬質顆粒會加劇軸體旋轉時的摩擦;葉片設計不對稱(如焊接偏移導致重心偏(piān)移),會使軸體承受附加徑向力,長期運行導致軸體彎曲磨損;軸承潤滑失效或密封損壞,會使粉塵、顆粒侵入軸承內(nèi)部,造成軸頸磨損;此外(wài),長期過載運行(負載超(chāo)過額定值的 110%)會使軸體承受的扭矩持續超標,導致軸體疲勞磨損,嚴重時引(yǐn)發斷裂。
二、葉片設計優化:從(cóng)根源規避卡料與磨損風險
葉片是(shì)直接作用於物料的核心部件,其結構、尺寸、材(cái)質的精準設計,是避免卡料與軸體磨損的第1道防線。
(一)葉片類型(xíng)與物料的精準適配:拒絕 “一刀切” 設(shè)計
不同物料需匹配專屬葉片類型,避免因結構錯配導致的運行問(wèn)題。
粉體物(wù)料防卡料葉片設計:優(yōu)先選用 “全葉片 + 漸(jiàn)變(biàn)螺距” 組合,進料端螺距比出料端(duān)大 10%-15%(如進料端螺(luó)距 200mm,出料端 180mm),利用螺距漸變形成輕微擠壓力,推動粉體連續輸送,減少堆積。對易搭橋的超細粉體(如納米碳酸鈣),需在進料口葉片處增設 “鋸齒狀攪拌齒”,齒高 5-8mm,隨葉片旋轉打(dǎ)破物料搭橋,從源頭避免進料口卡料。葉片與管壁間隙控製在 8-10mm,既防止積料,又(yòu)避(bì)免摩擦磨損。
顆粒物料抗磨損葉片設計:根據(jù)顆粒(lì)硬度選擇葉(yè)片結構與材質 —— 輸送硬度低的塑料顆粒,采用 “帶式葉片”(葉片間距 50-80mm),預留(liú)顆粒通過空間,減少卡料;輸送高硬度礦石顆粒,必須選(xuǎn)用 “加厚槳葉式葉片”,葉片厚度 10-15mm(比普(pǔ)通葉片厚 50%),材質選用(yòng) NM500 耐磨鋼,焊接處采(cǎi)用雙焊縫加固並做(zuò)探傷檢測,防(fáng)止衝擊下開裂。葉片邊緣需做圓角處理(半徑 3-5mm),避免(miǎn)棱角刮傷管壁,間接減少軸體因振動產(chǎn)生的磨損。
膏體物料防粘(zhān)卡葉片設(shè)計:強製采用 “變螺距空心葉(yè)片”,進料端螺距取管徑的(de) 1.5 倍(bèi),出料端縮至 0.6 倍,利用螺距差產生的推力推送膏體,避免殘留(liú);葉片內部通(tōng) 50-80℃熱水或蒸汽(根據膏體軟化溫度調整),降低粘度以減少附著。葉片表麵必須做 PTFE 防粘(zhān)塗層(厚度 50-80μm),表麵(miàn)粗糙度 Ra≤0.8μm,同時在葉片根部增設 “刮板筋(jīn)”(高度 3mm),旋轉時刮除管壁(bì)殘留膏體,從根本上解決膏體卡料問題。
(二)葉片安裝(zhuāng)與平衡校準(zhǔn):避免軸體受(shòu)力不(bú)均
葉片(piàn)安(ān)裝偏(piān)差是導致軸體受力失衡、加劇磨損的關鍵,需嚴格控製安裝精度。
葉片焊接時必須保障 “同(tóng)心度(dù)” 與 “角度一致性”:以(yǐ)螺旋軸中心線為基準,用激光對中儀校準每個葉片的安裝位置,徑向偏差≤2mm,角度偏差≤1°;多個葉片焊接(jiē)完成後(hòu),需進行 “動平衡測試”—— 將螺旋軸置於平衡(héng)機上,轉速升至設計轉速的 70%,若振幅超過 0.15mm,需通過磨削葉片邊緣(去除重量不超過 5g)調整平衡,直(zhí)至振幅≤0.1mm。不平衡的葉片旋轉時會產生徑向離心力,導致軸體持續振動,軸承(chéng)與(yǔ)軸(zhóu)頸磨損速(sù)度會增加 2-3 倍。
對(duì)於長距離輸送機(jī)(長度>10m),需采用 “分段葉片 + 中間(jiān)支撐” 設計:每 3-4m 設置一段獨立(lì)葉片,段間通過法蘭連接,同時在軸體(tǐ)中部增設 “浮動軸承”,支撐軸體重(chóng)量,減(jiǎn)少軸體因自重與物(wù)料重量產生的(de)彎曲變形,避免葉片與管(guǎn)壁(bì)局部摩擦(cā)加劇軸體磨損。
![]()




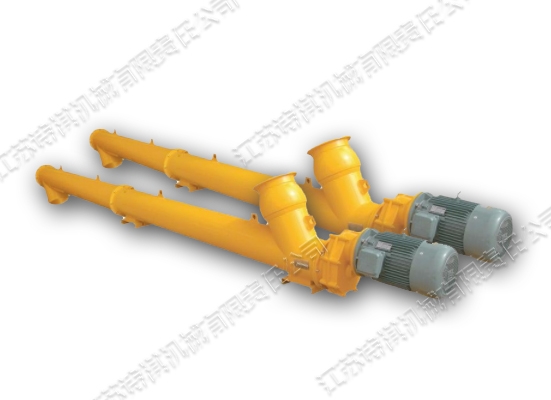


鋼螺旋輸送機(jī)")
